Share
Pin
Tweet
Send
Share
Send

Unter lösbaren Verbindungen sind Gewindeverbindungen besonders verbreitet. Bei Bedarf können Sie die Baugruppe ohne Beschädigung in Teile zerlegen und dann wieder zusammenbauen. Aus diesem Grund werden verschiedene Gewindeschneidvorrichtungen in großer Anzahl sowohl von der Industrie als auch von zahlreichen Handwerkern entworfen und hergestellt.
Im Folgenden wird eine Variante einer Fadenabschneidemaschine betrachtet, die auf einem Elektromotor und einem auf seiner Achse gelagerten reibungsfreien Antrieb in Form einer gummierten Hülse basiert.
Erforderliches Zubehör
Um nicht von der Arbeit abgelenkt zu werden, sollten Sie Folgendes kaufen, finden und vorbereiten:
- zwei Eisenmetallplatten mit den Maßen 150 × 120 × 20 mm mit einem Loch in der Mitte von oben mit einem Durchmesser von 30 mm;
- zwei Stahlscheiben mit einem Durchmesser von 200 mm, einer Dicke von 10 mm mit einer einseitigen Nabe mit einem Außendurchmesser von 40 mm und einem Innenloch von 25+ mm mit drei radialen Löchern mit M8-Gewinde;
- zwei Kupfer- oder Messingbuchsen mit einem Außen- und Innendurchmesser von 30+ mm bzw. 25+ mm zum Einpressen in die Löcher der Platten 150 × 120 × 20 mm;
- Knüppel für die Hauptachse aus Stahl mit einer Länge von 400 m und einem Durchmesser von 25+ mm nach dem Drehen;
- zwei Rohrstücke mit einer Länge von 100 mm und einem Durchmesser von: außen - 40 mm, innen - 25+ mm;
- zwei Stahlstangen mit einer Länge von 300 mm und einem Durchmesser von 25 mm (Endgröße) mit einem Sackloch an einem Ende mit M10-Gewinde;
- eine Stahlplatte mit einer Breite von 180 mm, einer Höhe von 150 mm, einer Dicke von 8 mm mit einer dreieckigen Aussparung in der Mitte oben, damit der Hahn austreten kann, und zwei Bohrungen an den Rändern von unten für M10-Schrauben;
- zwei Stahlecken 35 × 35 mm 150 mm lang mit zwei Löchern an den Rändern unter der M8-Schraube;
- zwei Stahlecken 35 × 35 mm 500 mm lang mit abgeschrägten Enden bei 45 °;
- die gleiche Länge beträgt 400 mm;
- Stahlblech mit einer Größe von 500 × 400 × 3 mm;
- Motorschalter;
- Spannzangenfutter von einer elektrischen Bohrmaschine;
- Hardware (Schrauben, Muttern, Unterlegscheiben an M8 und M10).
Ausrüstung und Werkzeuge
Zur Vorbereitung der Teile und Montage der Gewindeschneidmaschine benötigen wir:
- Drehmaschine;
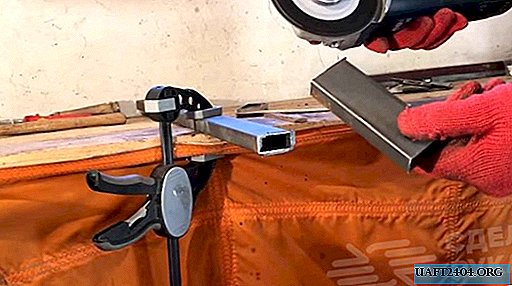
- Mühle;
- Laster ist Metallarbeiten;
- Schweißvorrichtung;
- Schraubenschlüssel;
- Schlag und Hammer;
- Öler mit Schmieröl;
- Flüssigkeit zum Entfetten von Oberflächen;
- malen;
- Spritzpistole usw.
Der Prozess der Vorbereitung der Teile und der Montage der Maschine
Einige Teile sind vollständig montagefertig, andere müssen noch verfeinert werden.
1. Auf der Schleifmaschine werden schließlich alle Flächen und Oberflächen der Platten 150 × 120 × 20 mm fertiggestellt (Grate entfernt, gerundet und geschliffen), wodurch die Hauptleistungsfunktion in der Maschine ausgeführt wird und die Abmessungen und die erforderliche Steifigkeit des gesamten Systems erhalten bleiben.

2. Wir klemmen die Kupferbuchsen in das Drehfutter und passen den Bohrungsdurchmesser auf eine Größe an, die garantiert eine Presspassung in den dafür vorgesehenen Löchern gewährleistet.
3. Wir drücken die Buchsen mit einem Schraubstock ein und stellen sicher, dass sie vollständig in den dafür vorgesehenen Löchern sitzen, bis die Schultern der Buchsen an der Oberfläche der Platten anliegen.

4. Setzen Sie das Werkstück für die Hauptachse der Maschine auf die Drehmaschine. Um einen minimalen Rundlauf des Werkstücks beim Drehen zu gewährleisten, entfernen wir die Rückenstütze der Drehmaschine und setzen das Spannfutter vorübergehend mit einem Zentrierbohrer ein. Beim Einschalten der Maschine machen wir am Ende des Werkstücks eine Aussparung für die Rückenstütze der Drehmaschine.

5. Wir drehen das Werkstück von außen, indem wir den Durchmesser mit einem Messschieber steuern, um die zukünftige Hauptachse nicht zu schwächen. Nach Erreichen einer bestimmten Größe prüfen wir das freie Verschieben der Achse entlang der Hülse der Kraftstütze der Gewindeschneidmaschine. Wenn es nicht ausreicht, schalten Sie die Drehmaschine ein und schleifen Sie die Hülse zur Achse.

6. Wir schleifen das Arbeitsende der Achse unter dem Sitz der Spannzangenpatrone, entfetten es mit der entsprechenden Flüssigkeit und befestigen die Patrone.

7. Wir richten die Oberfläche der Scheiben, die mit der gummierten Antriebsbuchse in Wechselwirkung treten, durch Drehen an der Drehmaschine aus und erreichen den erforderlichen Lochdurchmesser in der Nabe. Wir überprüfen die Genauigkeit, indem wir die Achse einsetzen und bei gleichzeitiger axialer Bewegung drehen. Diese Bewegungen müssen ohne Verklemmen oder Verklemmen ausgeführt werden.


8. Entlang des Grundrisses der Maschine legen wir Ecken, fügen sie in die Ecken ein und schweißen untereinander und mit dem Grundblech.

9. An einer Kante der Basis installieren wir die Hauptachse mit zwei Stützen, zwischen denen sich zwei angetriebene Scheiben zum Arbeiten und für den Leerlauf befinden. Wir probieren Führungen mit Rohren und einen Elektromotor mit einer auf der Achse montierten (gummierten) Reibungsbuchse an.

10. Wir überprüfen noch einmal die Richtigkeit und Genauigkeit des Aufbaus und schweißen mit Hilfe eines Schweißgerätes die Kraftlager der Hauptachse an den Maschinenfuß. Danach überprüfen wir noch einmal die Rotationsfreiheit der Achse in den Stützen und deren Hin- und Herbewegung.

11. An der Außenseite der vorderen Kraftunterstützung an der Schnittstelle mit der Basis bündig mit ihrer Vorderkante schweißen wir zylindrische Führungen, entlang derer sich die Führungsstangen bewegen.


12. Wir markieren die Eckenregale für den Elektromotor, markieren die Stelle der Löcher für die Motormontage mit einem Körner und bohren sie unter die M8-Schrauben. Wir montieren die Ecken mit dem darauf montierten Motor, überprüfen die Montagegenauigkeit (Rechtwinkligkeit der Motorachse zur Hauptachse der Maschine) und schweißen die Ecken an die Basis.
13. Dann zerlegen wir erneut das Layout der Maschine und lackieren die Teile, ohne miteinander zu interagieren (Achse, Buchsen, Führungen, Arbeitsflächen der Scheiben usw.). Lassen Sie den Lack trocknen und fahren Sie mit der Endmontage der Maschine fort, wobei Sie die Reibflächen mit Maschinenöl schmieren.
14. Wir befestigen den Elektromotor an einem kalibrierten Ort und montieren die Führungen an Ort und Stelle. Wir befestigen eine Platte mit einem Schlitz für einen Hahn an ihren vorderen Enden. Ziehen Sie die Scheibenbefestigungsschrauben aus der Längsverschiebung an der Hauptachse an und drücken Sie sie leicht auf die Führungsreibungshülse.


15. Montieren und schließen Sie die Abdeckung des Motorschalters. Die Gewindeschneidmaschine ist voll funktionsfähig.

16. Wir prüfen die Leistung, indem wir abwechselnd die Gewinde in die Löcher für M5, M6 und M8 schneiden und die Gewindebohrer vorschmieren. Wenn Sie mit dem Teil, in dem der Faden gebohrt ist, auf die Auflagefläche drücken, dreht sich das Werkzeug nach rechts und schneidet den Faden. Beim Ziehen eines Teils mit einem Gewinde beginnt sich der Gewindebohrer nach links zu drehen und löst sich vom resultierenden Gewinde.



Sehen Sie sich das detaillierte Video an
Sehen Sie sich das ausführliche Video-Tutorial an, wie Sie eine Gewindeschneidmaschine mit Ihren eigenen Händen herstellen.
Share
Pin
Tweet
Send
Share
Send